窒化チタンコーティング
窒化チタンコーティングの特徴
窒化チタンコーティングはPVDコーティングの中で最も一般的な膜種の一つです。
チタン材を原材料としているため、安全衛生法、FDA(食品医薬局)規制に対しても
対応可能な膜種となります。
食品用容器の金型や、食品加工治具の耐摩耗性向上、耐腐食性向上等の目的で使用されています。
様々な用途で利用されており、数あるPVDコーティングの中でも比較的安価で短納期で対応できる
事が多く、PVDコーティングによる機能向上のスタート地点となる代表的な膜種です。
その他の代表的な膜種としてはCrN膜(窒化クロム膜)、TiAlN膜(窒化チタンアルミ膜)、
DLC膜(ダイヤモンドライクカーボン膜)などが挙げられます。
PVDコーティングの仕上がりは製品材質と表面状態でほぼ決まります。
処理は高温の真空層内で行うため、樹脂材料や低温焼き戻し材料、高精度な金型(1μm以下)などに
コーティングを行う場合には注意が必要となります。
また、表面にサビや樹脂汚れ等の真空加熱した際に気化する成分が付着していると、発生したガスが
コーティング成分が結合してしまい、密着性不良、膜剥がれ、変色、効果軽減、が発生してしまいます。
そのため、コーティングする際には洗浄機等により念入りな洗浄を実施しますが、
一般的には加工油の脱脂を目的としているため、それ以外の汚れ等が付着している際には
お客様側で出来る限り洗浄して頂く必要があります。
弊社でも装置やコーティング膜に問題が無いよう洗浄を実施する事は可能ですが、別途費用が掛かります。
しかし、この洗浄次第で出来上がりが大きく変わるため弊社としては一番注意を払っている工程となります。
【特性】
ビッカース硬度:Hv2500程度
弾性率:251GPa
熱膨張係数:9.35×10−6 K−1
超伝導:転移温度5.6K
膜厚:0.1~5μm
実績紹介
【実績紹介】








HCD(ホロカソード)PVDコーティング
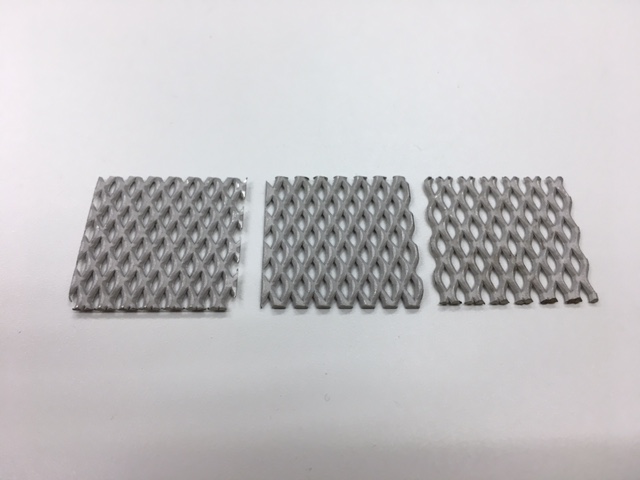
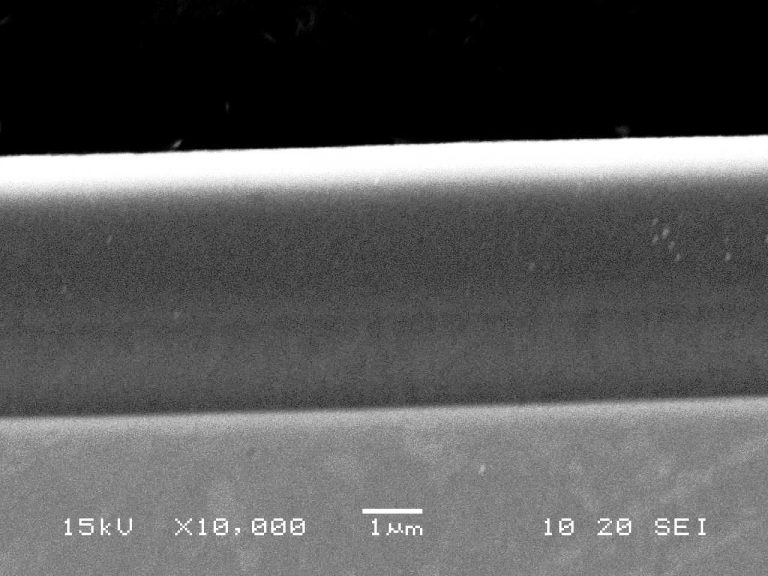
 HCD(ホロカソード)PVDコーティングで成膜したTiNコーティングは平滑性に優れており面粗度を重要とする冷間成形用金型や鏡面金型などにも適しております。
HCD(ホロカソード)PVDコーティングで成膜したTiNコーティングは平滑性に優れており面粗度を重要とする冷間成形用金型や鏡面金型などにも適しております。
硬度もHv2300と硬く、耐磨耗性、耐蝕性に優れていて摩耗し辛く、錆び難い為、品質の向上に貢献することが出来ます。
当社コーティングはホロカソードのイオンプレーティング法でコーティングしていますので高硬度、高密着力と硬く密着性の高い優れたコーティングを可能としています。
チタンの特性としては人体にも優しく親和性に優れている性質を持っており人工骨やピアスの素材などとしても利用されている成分です。チタンは自然界で大変多い成分で比較的安価な物質でPVDコーティングの中でも大変低価格なコーティングです。
バランスの良いコーティング
窒化チタンコーティングは、セラミックコーティングのスタンダード的な存在で、切削工具や金型の品質を改善する硬度や耐熱性などの諸物性をバランス良く合わせ持っています。
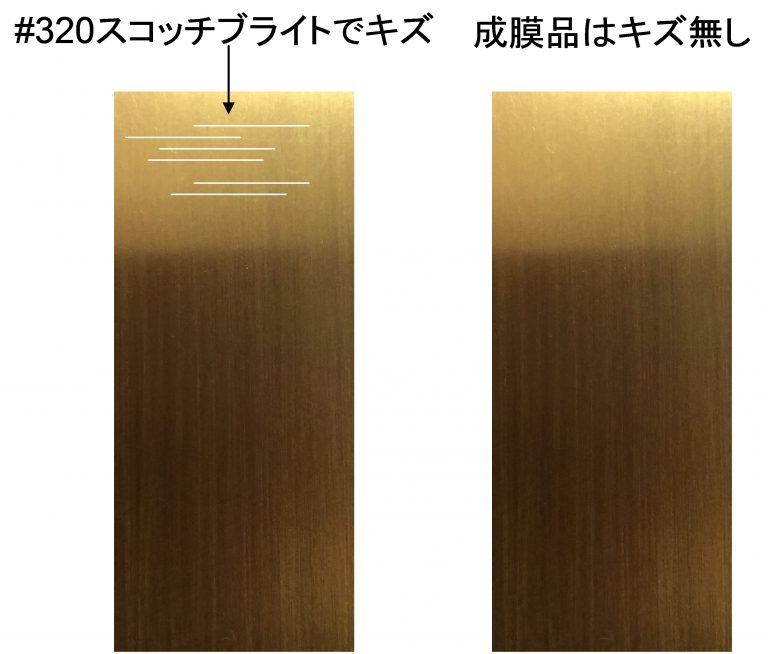
特に耐摩耗性の向上に貢献
表面硬度の上昇と膜表面に発生するドロップレット(超微細な突起物)を抑えたプロセスで、耐摩耗性の向上を実現します。
高い密着力で安定したコーティングを可能
TiNコーティングは、他のセラミックコーティングの下地として使われるほど基材との密着力が強いことが特徴で、コーティグが剥がれにくいため、長期間に渡って安定した性能を発揮します。
優れた表面平滑性
膜の密着力を損なうこと無く表面平滑性を向上する独自コーティング技術でなめらかなTiNコーティングを実現しました。
成膜温度が低い
250℃以下の比較的低温で処理できるPVD方式で成膜するため、基材の熱変形や変質を軽減することができます。
HCD(ホロカソード) TiN膜の提案
メリット
①国内最大級の成膜エリア
<製品例>
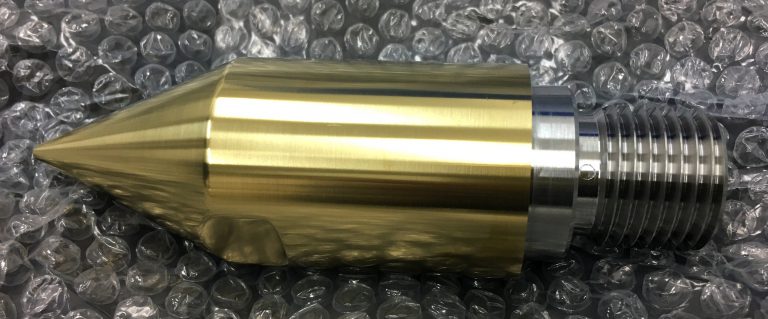
・スクリューシャフト MAX:φ40mm×L2,200mm
・平面板 MAX:400mm×400mm
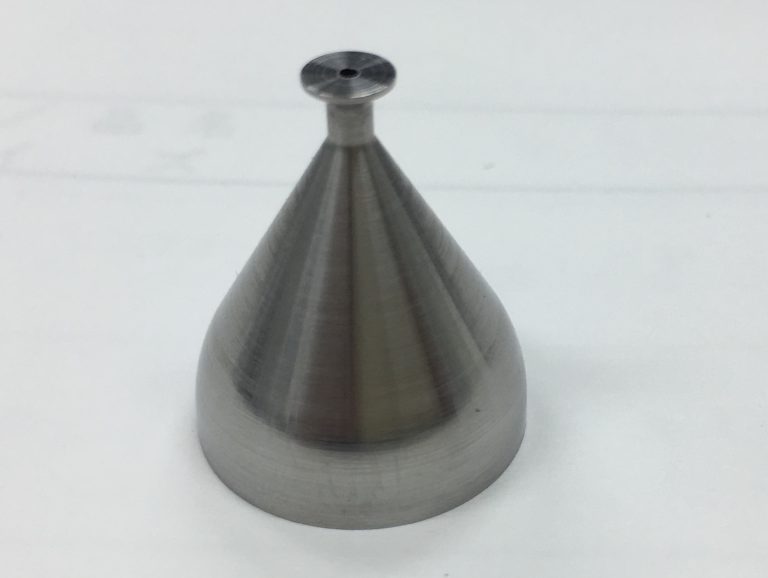
・球体 MAX:Sφ150mm
②製品全面への成膜
・長尺物への全周成膜
・平面板への両面成膜
・球体への全面成膜
③硬度調整が可能
Hv2700~Hv3300の範囲内 ※弊社測定値

| 項目 | スペック | |
| ① | サイズ | φ150mm×L2300mm □200mm |
| ② | 母材 | SUS304:OK SKH51:OK |
| ③ | 硬さ | Hv:3000 |
| ④ | 密着性 | SUS304:HRC HF1 SKH51 :HRC HF1 |
| ⑤ | 色見 | 薄い⇔濃い 調整可能 |
| ⑥ | 再現性 | 膜厚:2.0μm±10% 色 :目視では同じ |
| ⑦ | 下処理 | 脱脂 :アセトン メッキ :外注 |
| ⑧ | 洗浄 | ポリマールでの磨き アセトン、アルコール |
| ⑨ | 治工具 | 随時製作 |
窒化チタンコーティングの特徴
イオンプレーティング蒸着なので密着性が良く化学的に非常に安定しているため、物性変化が少ない。
窒化チタン膜の構造
 窒化チタンのみ(1層)一般的な1層コーティング
窒化チタンのみ(1層)一般的な1層コーティング
窒化チタンの特性
 ビッカース硬度は、HV2400~3000あり、弾性率は251GPa、熱膨張係数は、9.35E-6K-1、超伝導転移温度5.6K、酸化温度 800℃(大気)、高温の酸性溶液でゆっくりと腐食します。アルカリ溶液では常温でゆっくりと腐食する。
ビッカース硬度は、HV2400~3000あり、弾性率は251GPa、熱膨張係数は、9.35E-6K-1、超伝導転移温度5.6K、酸化温度 800℃(大気)、高温の酸性溶液でゆっくりと腐食します。アルカリ溶液では常温でゆっくりと腐食する。
赤外線を反射、反射スペクトルは、金に似ており黄色見のある外観、摩擦係数は、0.4~0.9(表面状仕上げにより異なる)、化学量論約1:1で塩化ナトリウム型結晶構造をとり、TiNxのxが0.6~1.2mp化合物でも熱力学的に安定である。
窒化チタン膜を絶対零度付近まで冷却するとクーパー対絶縁体が超絶縁体になる。
窒化チタンの用途
刃の寿命が長くなり、耐腐食性を持つことから、切削道具に使用される。表面硬度が増すため、摩耗しやすい場所や部材に使用される。反射色が金色になるため、装飾目的で用いられる。
TiNはFDAのガイドラインを満たし無害であるため歯科用のインプラントや人口関節、外科手術用のメスや、骨用のこぎりに使用される。
酸素分子を強く補足することから、電極の酸化を防ぎます。
耐摩耗性の高いTiN表面処理をHCD法で高密着に成膜し、金型の寿命を数倍にしてコストダウン、平滑性に優れていて錆にくく品質の向上にも貢献 短納期(生地到着約中3日)での対応も可能です。
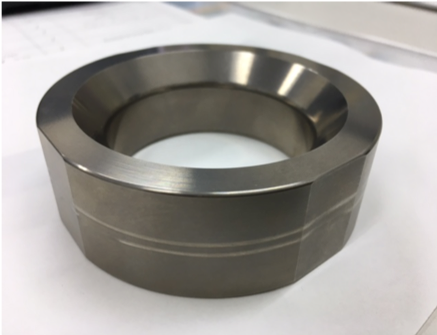
黄金色で切削工具などで目にする機会が多い被膜です。PVDコーティングの中でも最も凡用的で品質的にも安定した被膜です。靭性の高い所から衝撃荷重がかかるパンチやダイにも使用されています。
TiN処理について(原理・処理方法・特徴・用途)
 TiN膜の原理
TiN膜の原理
チタン材料(Ti)コーティング時に窒素(N)を含ませることによりTi+N⇒TiNとなります。
処理方法
弊社では真空蒸着機を用いてTiNコーティングを行っています。そのため、製品表面の付着物、油分、水分を除去する必要があります。(密着力低下、不純物ガスによる特性劣化、表面変色防止のため)
処理工程は、特殊研磨布でのヤケ、異物除去を行い、有機溶剤での油分除去し、アルコール類での水分除去、ウエス等による表面乾拭きを行い、投入します。
TiN膜の特徴
チタン(Ti)は窒素(N)と反応する事で硬度が向上し、耐摩耗性が向上する。表面の摩擦係数が軽減するため滑り性、剥離性に対しても向上する。従来より樹脂成型機用の金型やドリルの刃等にも使用され、膜で400度程度までの環境下で実績があります。
人体に対しては、大気中の大半を占めている窒素(N)を含有させているため、窒化チタン(TiN)自体も人体に対してチタン同様に極めて影響がない物質である。
用途
医療用器具(手術用器具)、金型(樹脂金型、レンズ金型)、切削工具類(金属カッター、ドリルの刃)、機械部品、真空部品、装飾品(カメラ、時計のバンド)
薬剤、薬品等、他の材質コーティング等の使用有無について
成膜前洗浄時に有機溶剤を使用しています。後工程でアルコール拭き、水洗浄、乾燥しているので有機溶剤が残ることはありません。金型等でも使用されており、加熱することによる膜劣化、アウトガス等は極めて少ない膜となっております。
